
涡轮蜗杆加工时如何正确啮合?
2020-12-07 11:25:43 责任编辑:格尔精密
![]() 398
398
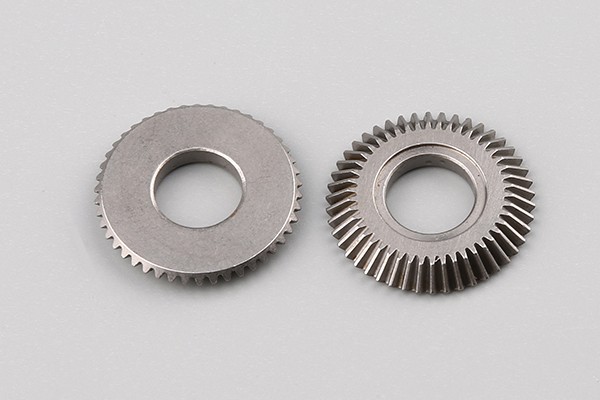
涡轮蜗杆加工中如何正确啮合?蜗轮蜗杆正确啮合才能使减速器正常工作,而为了使蜗轮蜗杆正确啮合,必须满足相应的条件。蜗杆头数推荐值为1、2、4、6。取小值时,其传动比大,具有自锁性;当取大值时,传动效率高。

其次,蜗轮蜗杆传动中蜗轮转向的判断方法可以根据啮合点k处的方向和应垂直于蜗轮轴线画出的速度矢量三角形来判断;也可用“右旋蜗杆左手握,左旋蜗杆右手握,四指拇指”来判定。
蜗杆和蜗轮在中间平面的模数和压力角相等,即蜗轮端面模数等于蜗杆轴向模数,是标准值;蜗轮端面压力角应等于蜗杆轴向压力角,且为标准值;蜗轮蜗杆交角为0°时,要保证,蜗轮蜗杆的螺旋方向必须相同。
另外,引入蜗杆直径系数q是为了限制蜗轮滚刀的数目,使蜗杆分度圆直径标准化,m不变时,q大则大,蜗杆轴的刚度和强度就越大。一定时,q小则导程角增大,传动效率相应提高。
蜗轮蜗杆加工使用时,一定要注意不要靠重力锤打减速机外壳,以免损坏;同时,安装基础、密封件和传动轴应定期检修。正常使用时,润滑油的高温应低于85℃。如果油温异常升高,有异常噪音,应立即检查。排除故障后才能继续使用。
上一篇:蜗轮蜗杆加工材料及检测如何调整?
热门动态
-

有哪些小模数齿轮加工的精密检测方法?
2020-12-07
 286
286 -

齿轮加工中都有哪些结构分类?
2020-12-07
492 -
伞齿轮为什么会出现断齿?
2020-12-07
331
 粤公网安备 44030602002630号
粤公网安备 44030602002630号