
齿轮加工时会出现的问题
2020-09-28 11:25:40 责任编辑:格尔精密
![]() 282
282
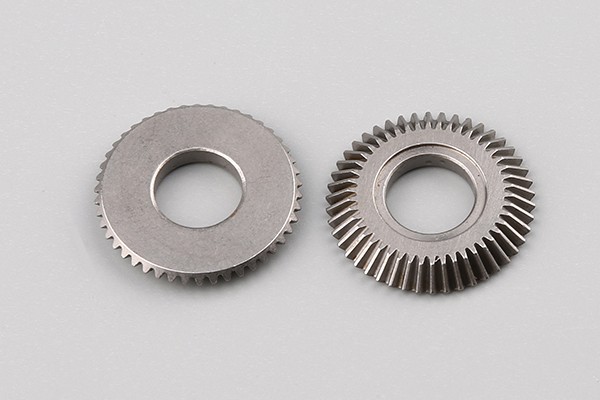
齿轮加工时齿面非常多见的失效方式是齿面疲倦点蚀,即疲倦磨损。齿轮受力后,齿面将发生打仗应力,齿面打仗应力脉动轮回窜改。作业中,轮齿在打仗应力重叠用途下,在齿面(或上层下某一深度)出现细微疲倦裂纹,裂纹接续延长扩大,从齿面脱落下来金属碎屑,组成点状小坑。齿面出现点蚀后,齿廓表面遭到损坏,使振荡和噪声加大,致使不能正常作业。下面格尔精密小编来给大家详细介绍下齿轮加工时会出现的问题。
齿轮加工时会出现的问题:
1、齿数不正确
在齿轮的整个圆周上轮齿的总数称为齿数。齿轮齿数的确定原则和要求先初定齿轮模数及传动轴直径,以便满足结构要求。首先,滚刀选用不正确。由于齿轮齿形比较复杂,影响其加工精度的因素也十分复杂多变。除滚齿设备的自身精度、齿坯的安装调整、齿轮材质、热处理等因素外,齿轮滚刀的合理选择也是十分重要的。齿数误差会引起每对齿轮啮合过程中传动比的瞬时变化。

其次,工件毛坯尺寸不正确。传统毛坯尺寸基准设计忽略了工艺过程的差异,而统一将零件图中各尺寸基准作为毛坯尺寸基准,导致毛坯在后续加工过程中余量误差增大而浪费材料。第三,附加运动方向不对。在滚齿机加工斜齿轮时,附加运动方向的判定比较困难,再加上铣削方式、工件螺旋方向及滚刀螺旋方向等因素的变化,更增加了判断的难度。
2、齿形不对称
首先,滚刀安装不对中。滚刀的安装好坏影响着滚刀径向、轴向跳动,最终影响切齿精度。一般安装滚刀前宜先校正刀轴,控制两端径向圆跳动小于0.005mm。台阶与螺母端面对轴线的垂直度应小于0.01mm,垫圈应淬硬磨平。滚刀装到刀轴上需校正两边凸台的径向圆跳动,尽可能使其“同步”,即两端径向圆跳动的最高点在同一方向。
其次,滚刀刃磨后,螺旋角或导程误差大。常用的加工外啮合直齿和斜齿圆柱齿轮的刀具。加工时,滚刀相当于一个螺旋角很大的螺旋齿轮,其齿数即为滚刀的头数,工件相当于另一个螺旋齿轮,彼此按照一对螺旋齿轮作空间啮合,以固定的速比旋转,由依次切削的各相邻位置的刀齿齿形包络成齿轮的齿形。
3、齿形误差
齿形误差是指在齿形工作部门内,包容实际齿形廓线的理想齿形(渐开线)廓线间的法向间隔。齿轮滚刀是加工外啮合直齿和斜齿圆柱渐开线齿轮最常用的一种刀具。这种滚刀侧后刀面的轴向截形是直线,如果用它代替渐开线滚刀切齿时,则切出的齿轮齿形不是渐开线,因而在理论上造成了一定的齿形误差,称为齿轮滚刀的造形误差。
另外,在实际加工过程中不可能获得完全准确的渐开线齿形,老是存在各种误差,从而影响传动的平稳性。齿轮的基圆是决定渐开线齿形的惟一参数,假如在滚齿加工时基圆产生误差,齿形势必也会有误差。
以上内容就是对齿轮加工时会出现的问题的介绍了,齿轮是重要的基础传动元件,近年来,随着技术的发展,尽管采用电气,液压传动装置日益增多,对齿轮的需求仍有增无减,无论从国防机械到民用机械,从重工业机械到轻工业机械,齿轮传动在其中有着无可替代的重要地位。
上一篇:热处理对齿轮加工的重要性
下一篇:齿轮常见的几种加工方法
热门动态
-

有哪些小模数齿轮加工的精密检测方法?
2020-09-28
 287
287 -

齿轮加工中都有哪些结构分类?
2020-09-28
494 -
伞齿轮为什么会出现断齿?
2020-09-28
336
 粤公网安备 44030602002630号
粤公网安备 44030602002630号